In today’s global aluminum supply chain, extrusion plants are facing increasingly thin profit margins, along with strict surface quality requirements from customers in the EU, the US, and Japan.
Many extrusion workshops often have headaches with issues such as aluminum tearing on the surface when going through the die, very slow extrusion speed, dies wearing out quickly, or many aluminum batches being returned due to dull anodizing color. The truth is, all efforts to adjust the extrusion press are meaningless if the “input material” already carries problems. More than 80% of these hidden issues come from imbalance in chemical composition right from the billet casting stage.
This article will go deeper into the structure of 6061/6063 billet, explaining why strict control of three elements — Silicon (Si), Magnesium (Mg), and Iron (Fe) — directly determines the survival and competitiveness of your business.

1. Magnesium (Mg) and Silicon (Si): the “symphony” of strength and extrusion speed
In metallurgy of 6xxx aluminum alloys, Magnesium and Silicon do not exist independently. When heated, they react together to form Magnesium Silicide (Mg₂Si). The amount of Mg₂Si is the root that creates tensile strength and hardness (T5, T6) after aging.
However, the key is not adding a lot of Mg and Si into the furnace, but the “golden ratio Mg/Si”. The theoretical ideal ratio to form pure Mg₂Si is around 1.73:1.
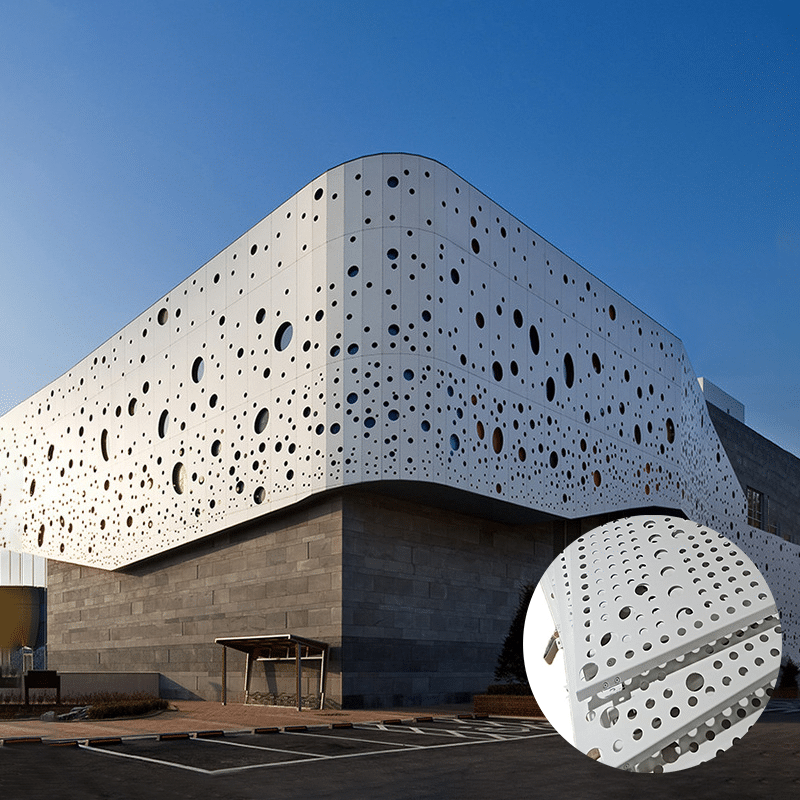
- For 6063 billet (the king of architectural aluminum):
Customers require a perfect surface for powder coating or anodizing, and aluminum profiles are usually thin and complex. Therefore, Mg content is limited at 0.45% – 0.9% and Si at 0.2% – 0.6%.
This ratio keeps the billet soft enough at extrusion temperature (450°C – 480°C), allowing maximum extrusion speed and smooth flow through the die without edge tearing. - For 6061 billet (industrial “warrior”):
Because it needs to bear high load (machine frames, CNC parts, aerospace), Mg is increased to 0.8% – 1.2% and Si to 0.4% – 0.8%, combined with Copper (Cu) to maximize hardness.
Disaster when Mg/Si ratio is not controlled:
- Excess Magnesium:
The billet becomes very hard and “stubborn”. The press must increase pressure, reducing extrusion speed by 20–30%. The die suffers huge friction, leading to fast wear, cracks, and higher die replacement cost. - Excess Silicon (Free Silicon):
When Si exceeds the amount needed to combine with Mg, free Silicon moves inside the structure, causing brittleness at grain boundaries. Extruded products can crack when bending or machining. Worse, free Silicon makes anodizing surface gray and dull.
2. Iron (Fe): the “enemy” of anodizing surface and extrusion dies
Unlike Si and Mg which are intentionally added, Iron (Fe) in 6xxx alloys is an unwanted impurity. It usually comes from mixed scrap or furnace tools at high temperature.
Engineers always try to keep Fe below 0.3% (even below 0.2% for high-end products) for two critical reasons:
- First: Die damage
During solidification, Iron does not dissolve but forms intermetallic compounds (Al-Fe-Si), especially the Beta phase (β-AlFeSi).
This phase forms very small, hard, needle-like structures.
When the billet is pushed through the narrow die gap under very high pressure, these “needles” act like blades, continuously scratching the die surface. This explains why extrusion often has defects like die lines or surface tearing, forcing factories to stop frequently to polish the die. - Second: Destroying anodizing appearance
Iron compounds do not react in the anodizing process. As a result, oxide layer (Al₂O₃) cannot form properly at those points.
After anodizing, the surface shows gray stains or small black dots. This is one of the main reasons why export shipments are rejected.

3. Hidden cost problem: “cheap billet becomes very expensive”
Many extrusion plants try to use low-cost billet to reduce raw material cost, but forget hidden costs.
Buying billet with high Iron or excess Magnesium may save some money, but the factory will pay by:
- 30% lower productivity (due to hard billet, slower extrusion)
- Shorter die life (due to Fe scratching)
- Higher scrap rate due to surface defects and anodizing failure
- Loss of reputation and compensation costs
4. Metallurgical solution from Minh Dung Aluminum
To solve these problems, the casting system of Minh Dung Aluminum not only melts aluminum, but applies a closed metallurgical control process.
- Spectrometer control:
Every batch before casting is continuously tested. We precisely adjust Mg/Si ratio and use refining methods to control Iron at the safest level. - Homogenization technology:
High temperature helps break the harmful Beta needles of Iron, transforming them into less harmful Alpha form. At the same time, Mg and Si are evenly distributed in the billet, helping extrusion plants increase speed while keeping the surface smooth. - Green Aluminum:
By controlling the ratio of clean recycled aluminum and primary aluminum, Minh Dung billet helps extrusion plants meet environmental standards (CBAM) for export to the EU and North America.

Conclusion
A standard aluminum profile cannot be produced from defective billet. Choosing billet with well-controlled Si, Mg, and Fe is not a cost, but the smartest investment to protect your extrusion system and increase your profit.
Mia Ha
Export–Import Sales Department
🌐 Website: https://nhomminhdung.vn/
📧 Email: kinhdoanh@nhomminhdung.vn
📱 Hotline / WhatsApp: +84 332 008 948